(Brick Layers)Tuğla Katmanları - 3D Baskıları Daha Güçlü hale getirin!
(Brick Layers)Tuğla Katmanları - 3D baskıları daha güçlü hale getirin!
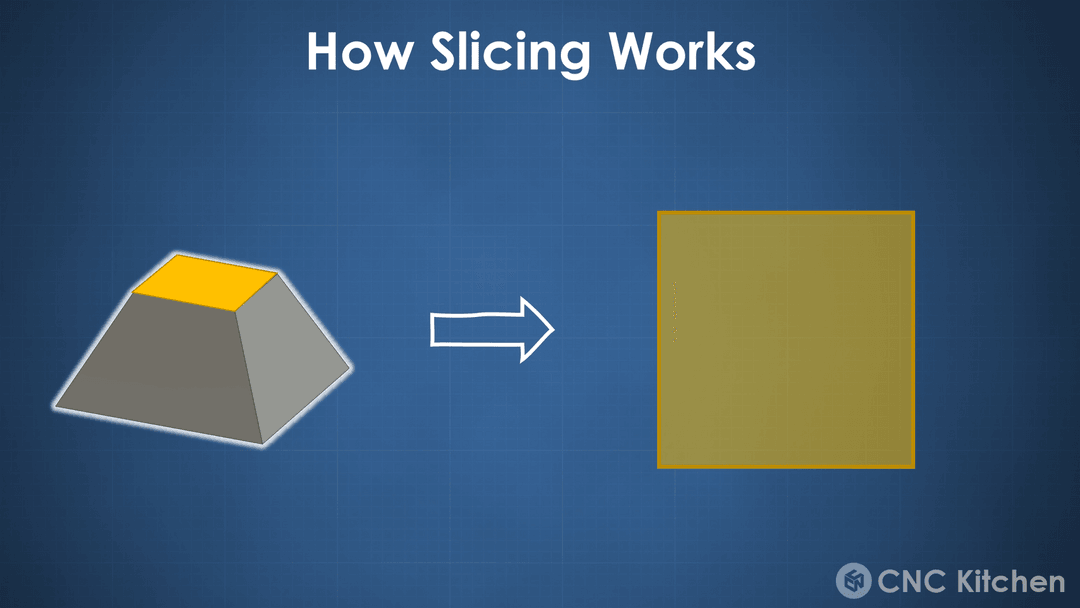
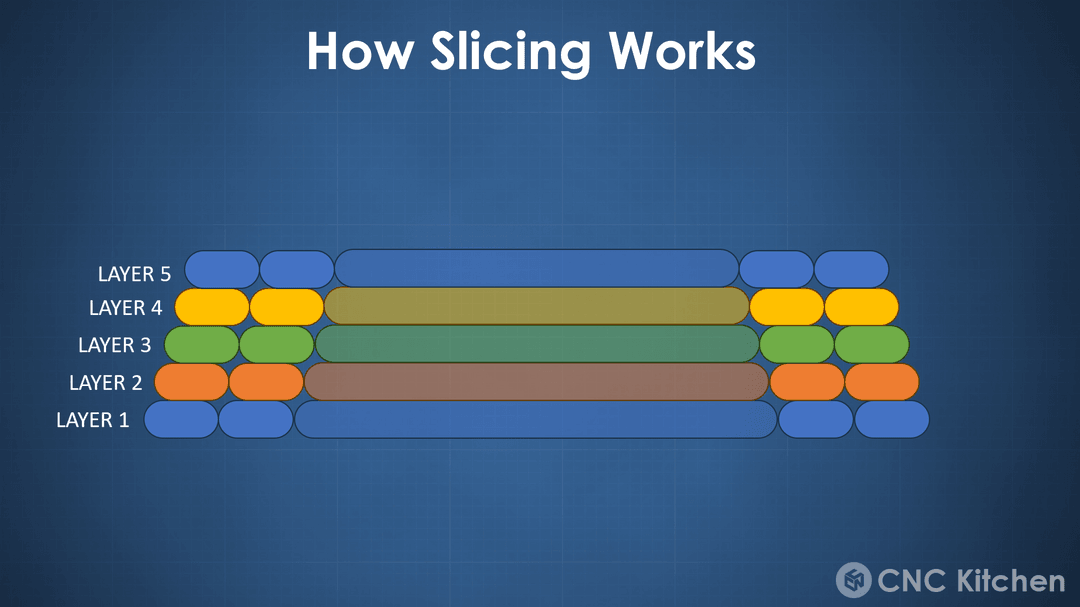
3D baskı dilimleyicileri, organik destekler, dinamik ekstrüzyon genişliği ve oynayabileceğimiz yüzlerce farklı parametre gibi çılgınca hızlı dilimleme süreleri ve özellikleriyle yıllar içinde uzun bir yol kat etmiş olsa da, hala aynı prensiple çalışırlar ve bu, bir parçayı 2D katmanlara kesmek ve bu katmanları baskı hareketleriyle doldurmaktır. Ve bu iki boyutlu katmanlar daha sonra basitçe üst üste istiflenerek üç boyutlu bir parça oluşturulur.
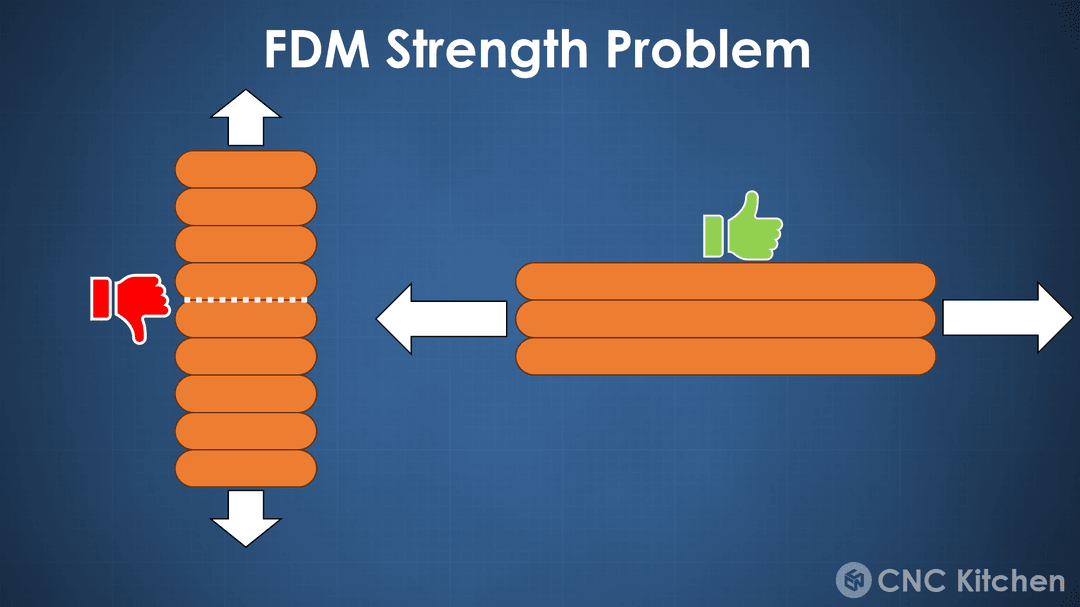
Bu sonuç, ekstrüzyon tabanlı 3D baskının en büyük sorunlarından biridir; bu, baskı düzlemine kıyasla katmanlara dik olarak önemli ölçüde daha düşük mukavemettir. Birbirinin üzerine istiflenen katmanlar yalnızca kısmen erir ve zayıf bir nokta oluşturur ve bu zayıf noktaların hepsi aynı düzlemdeyse, bir parçanın başarısız olacağı yer burasıdır.
FDM 3D Baskı Gücü Sorunu
Gerçek 3 boyutlu dilimleme girişimleri oldu, ancak temelde hiçbiri ana akım dilimleyicilere girmedi, çünkü günümüzde kullandığımız yaklaşım oldukça iyi çalışıyor ve makul derecede basit.
Konik Dilimleme
Üç yaşındaki kızım bile, üst üste binen tuğlalar olmadan bir duvar inşa etmenin kötü bir fikir olduğunu biliyor ve aklı başında hiç kimse tüm taşlar hizalanmış bir tuğla duvar inşa etmez. Yine de, tüm 3D yazıcılarımız hala bu alt optimum desende parçalar üretiyor.
Yığılmış ve hizalanmış katmanlar
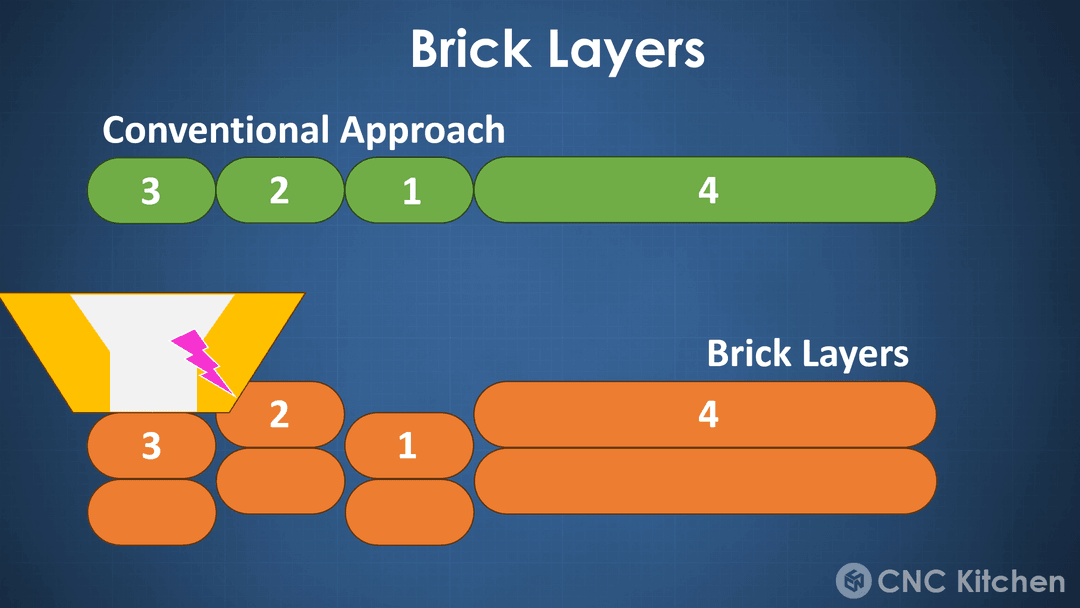
Bu yüzden kendime bunu değiştirmeyi ve birbirine geçen, tuğla duvar deseninde nasıl baskı yapabileceğimizi ve bunun baskı kalitesini ve özellikle de gücü nasıl etkilediğini denemeyi hedefledim! Bunu dilimleme sürecine uygulamak, bence oldukça basit, ancak şu anda herhangi bir dilimleyicide bulamıyoruz. Ancak, yapmamız gereken şey baskı sırasını değiştirmek. Genellikle, çevreler önce içeriden dışarıya doğru basılır ve sonra katmanın geri kalanı dolgu deseniyle doldurulur. Her iki baskı satırından birini yarım katman yüksekliği kadar kaydırmak istediğimizden, nozzle ın önceden basılmış parçayla çarpışmasını önlememiz gerekir. Önce her diğer alt çevreyi basmak ve sonra katman yüksekliğinin yarısını yukarı taşımak ve geri kalanını tamamlamak istiyoruz. Tüm parçayı bu şekilde basarsak, artık düzlemsel katman sınırlarımız olmaz, ancak özellikle çevreler bu zikzak deseninde birbirine geçer. Bu yalnızca katman düzlemini ortadan kaldırmakla kalmaz, aynı zamanda iki katmanın birbirine bağlanabileceği yüzey alanını da artırır ve potansiyel olarak katman yapışmasını artırır. Biraz araştırma yaptım ancak bu yöntemle ilgili herhangi bir patent bulamadım, ancak varsa lütfen bana bildirin. Bu arada bunu davet eden ben değilim çünkü geçmişte bir avuç izleyici bana bu yöntemle ilgili mektuplar yazdı ve hatta PrusaSlicer özellik istekleri bile var.
(Brick Layers) Tuğla Katmanı Fikri
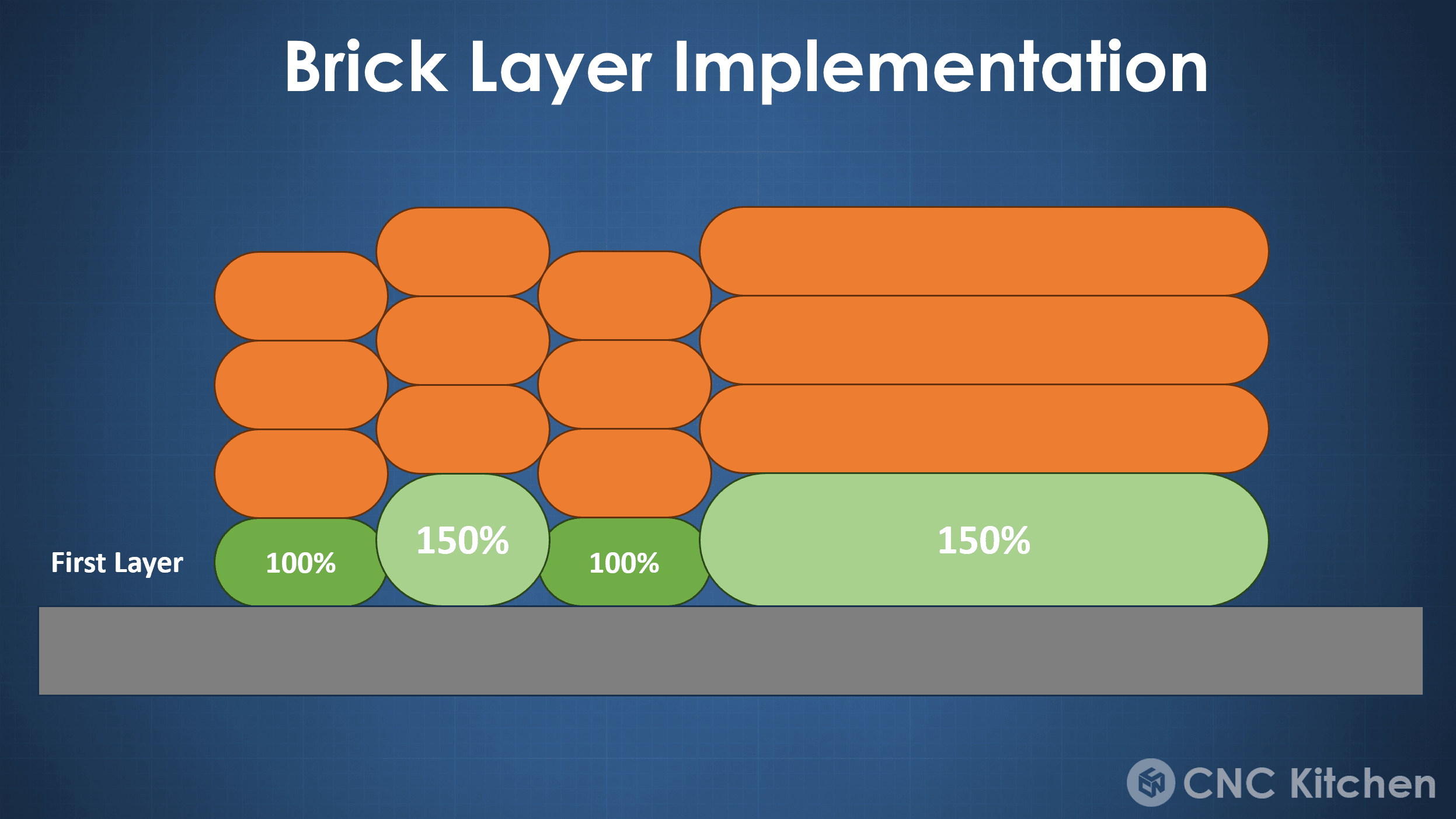
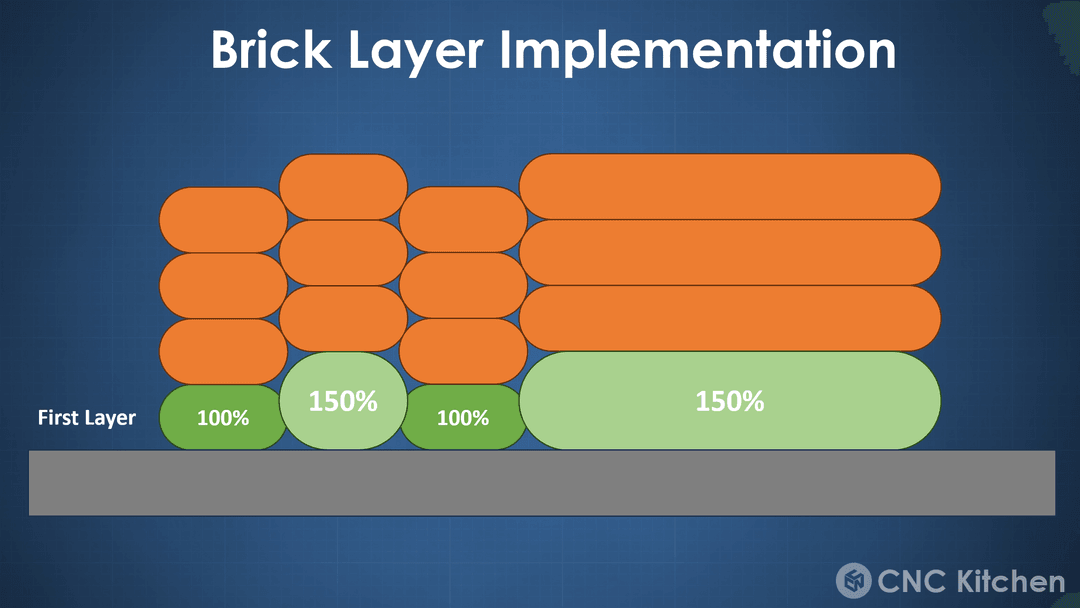
Ancak, bildiğim kadarıyla, bunu uygulayan ve test eden ilk kişi bendim. Ve bunu yapmak için farklı fikirler üzerinde kafa yordum. İlk olarak, yeniden sıralamayı yapan bir Python son işlem betiği kullanmayı düşündüm, ta ki yıllar önce bu tür çılgın fikirler için düzenli olarak kullandığım bir dilimleyici olduğunu fark edene kadar. Simplify3D'ye hoş geldiniz! 2014'te 3D baskıya başladığımda Simplify3D, diğer dilimleyicilerin yapabileceğinden çok daha iyi çalışan özel destekleri olduğu için tercih ettiğim dilimleyiciydi. Bugün, en azından hobi düzeyinde 3D baskı yapıyorsanız, CURA veya PrusaSlicer'da bulamayacağınız hiçbir özelliği sunmayan ancak istikrarlı ve güvenilir olabilecek bir dilimleyiciye 200 dolar harcamak için neredeyse hiçbir neden yok. Tabii ki, süreç yaklaşımları dışında. PrusaSlicer'da yalnızca parçaya özgü özellikler yapabilir ve bunları değiştirici geometriyle hafifçe değiştirebilirsiniz, Simplify3D'de ise katman yüksekliğinden nozzle sıcaklıklarına kadar bir parçadaki her şeyi değiştirebilir ve birleştirebilirsiniz. Bu nedenle, Tuğla Katman Dilimleme yaklaşımını uygulamak için her çevre için bir tane ve dolgu için bir tane olmak üzere dört ayrı işlem oluşturdum. İlk iki işlem iç ve dış çevre içindir ve normal olarak standart katman yüksekliği ve en önemlisi %100'lük bir başlangıç katman yüksekliği ile yazdırılır. Tuğla katmanlarını elde etmenin süper basit ama bence akıllıca numarası, kalan iki işlem için başlangıç katman yüksekliğini %150'ye ayarlamaktır. Bu şekilde, bu katmanlar ilk katmanda yarım katman yüksekliği kadar kaydırılır ve bu nedenle otomatik olarak sonraki tüm katmanlarda kaydırılır.
(Brick Layers) Tuğla Katmanı uygulaması
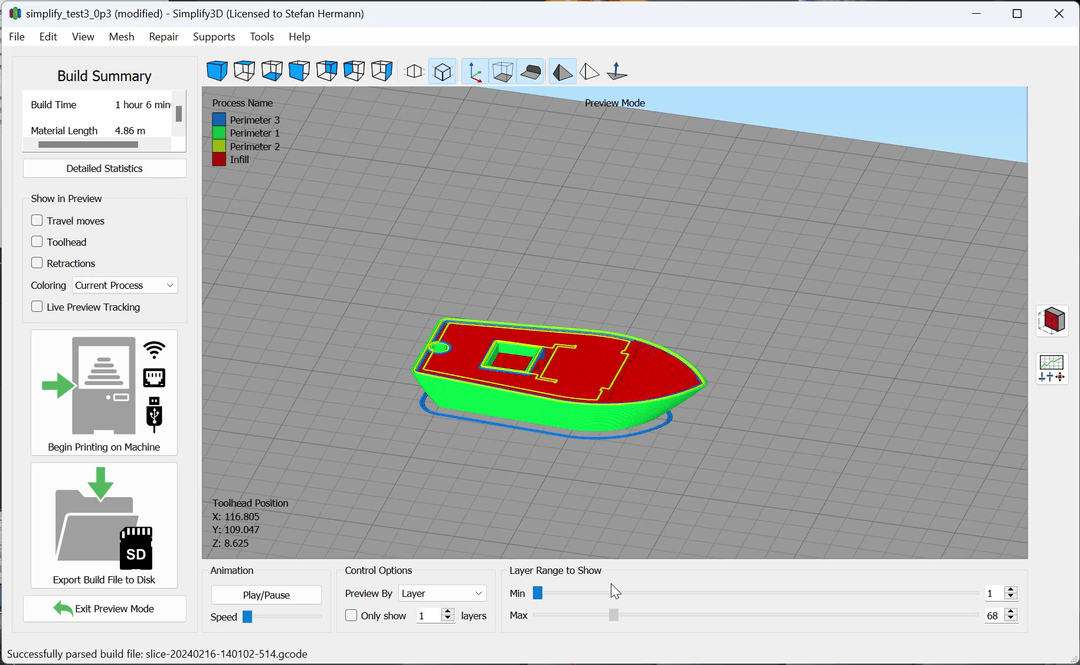
Bu yaklaşım çok iyi çalışır ve yalnızca genel küplerde değil. Ayrıca, 3DBenchy gibi daha karmaşık parçalar dilimleyicide iyi görünür ve gerçek bir makinede benzer şekilde iyi yazdırılır. Dış yüzeyler beklediğimden çok daha iyi görünüyor ve sadece eğimli üst yüzeyler biraz yetersiz ekstrüde edilmiş gibi görünüyor. Bunun nedeni dilimleyicinin bazı ara parçaları kaçırması.Dilimleme yüksekliğindeki kayma nedeniyle üst katmanları yedi. Yine de bu, bir parçanın tepesine ulaşıldığında katmanları yarı yükseklikte yazdırarak düzeltilebilir. Bu, muhtemelen kavram kanıtımda uygulayabileceğim bir şey değil ve uygun bir dilimleyici uygulamasında incelenmesi gereken bir şey olurdu.
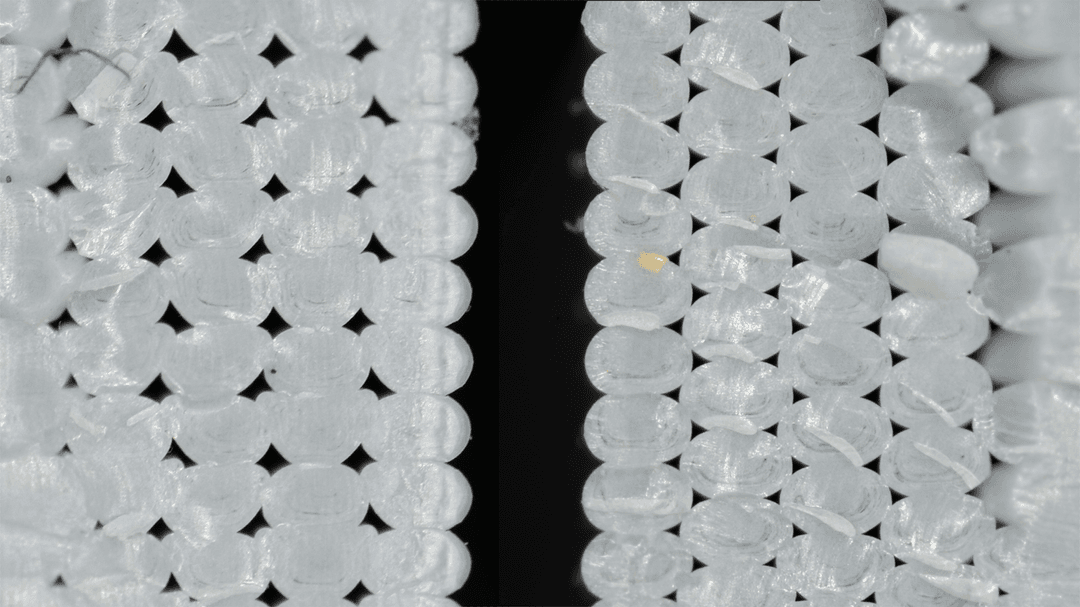
Dilimleyici önizlemesinin gerçek bir parçayla ne kadar ilişkili olduğuna dair bir fikir edinmek için bazı parçaları kırdım. Bunları mikroskop altında incelemek, geleneksel dilimleme kullanıldığında çevrelerin nasıl hizalandığını gösterdi. Öte yandan, duvar ustaları, bireysel çıkıntıların yalnızca altta değil aynı zamanda bir sonraki katmana çapraz olarak da temas ettiği bu gerçekten güzel iç içe geçen desenle sonuçlanıyor.
(sol) düzenli olarak dilimlenmiş parça, (sağ) tuğla katmanları
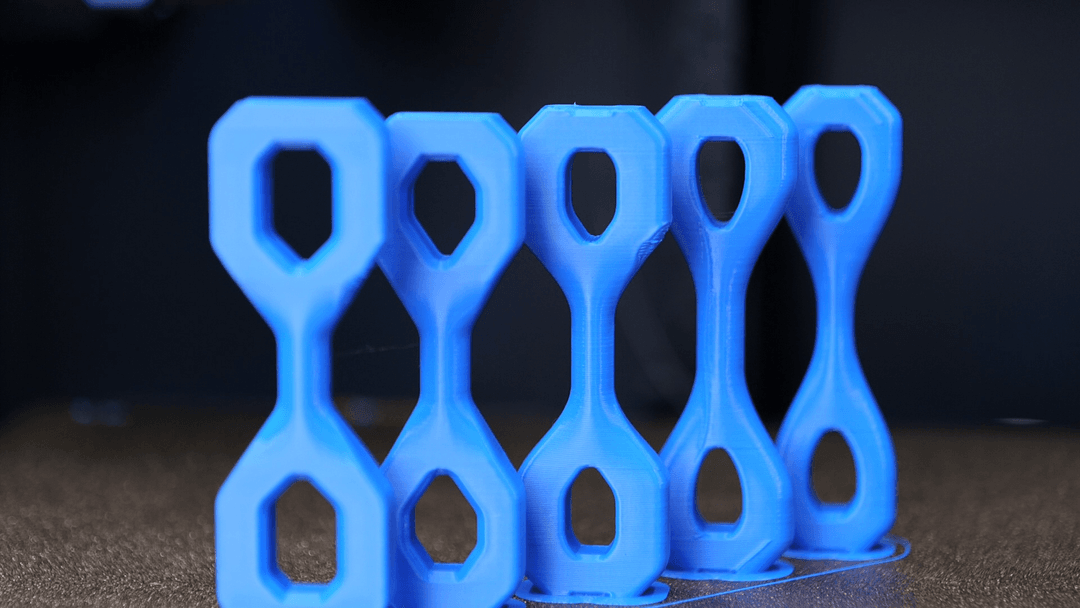
Şimdiye kadar, sadece tuğla katmanlarının iyi yazdırıldığını ve mikroskop altında hayal ettiğimiz gibi göründüğünü gördük, ancak en önemli soruya bakmadık: Bu işlemi kullanarak katman yapışmasını artırabilir miyiz? Bu yüzden devam ettim ve bunun için katman yapışma örnekleri yazdırdım. Tuğla katmanlarının etkisini düzgün bir şekilde görebilmek için bir sürü çevreye uyacak kadar yüksek bir kesite sahip olan bazı tasarımlar tasarlamaya çalıştım. Ne yazık ki, tasarım tamamen basit değildi ve ilk tasarımlar genellikle çıkıntıda kırıldı, gerçek test bölümünde değil. Sonlu eleman analizini de kullanan birkaç tasarım yinelemesinden sonra, bu son tasarıma ulaştım. Bu örneklerden dördünü, her biri normal dilimleme yöntemini ve tuğla katmanlarını kullanarak yazdırdım. Malzemelerde herhangi bir fark olup olmadığını görmek için bunları PLA'dan ve PETG'den yazdırdım. Özellikle çevrelerin katman yapışmasına odaklanmak için 4 çevre ve dolgu olmadan 0,25 mm katman yüksekliği kullandım.
Tasarım yinelemeleri soldan sağa
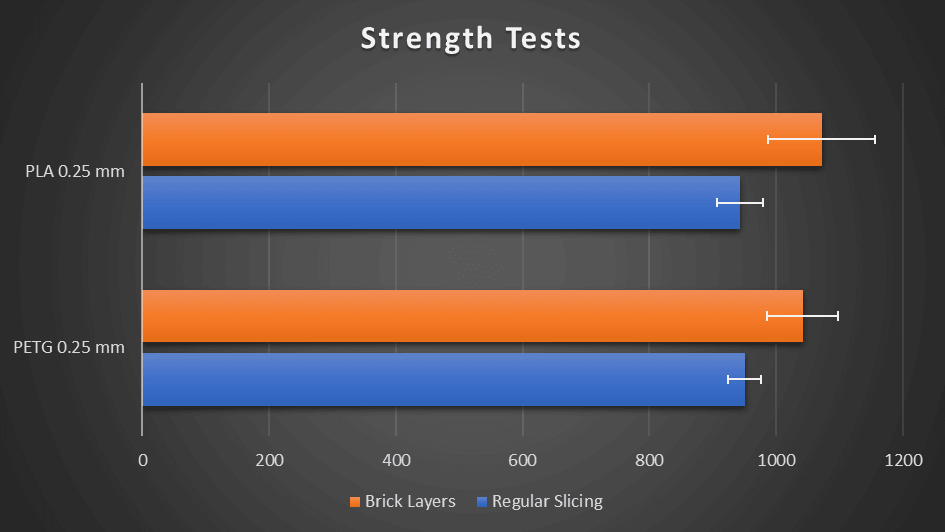
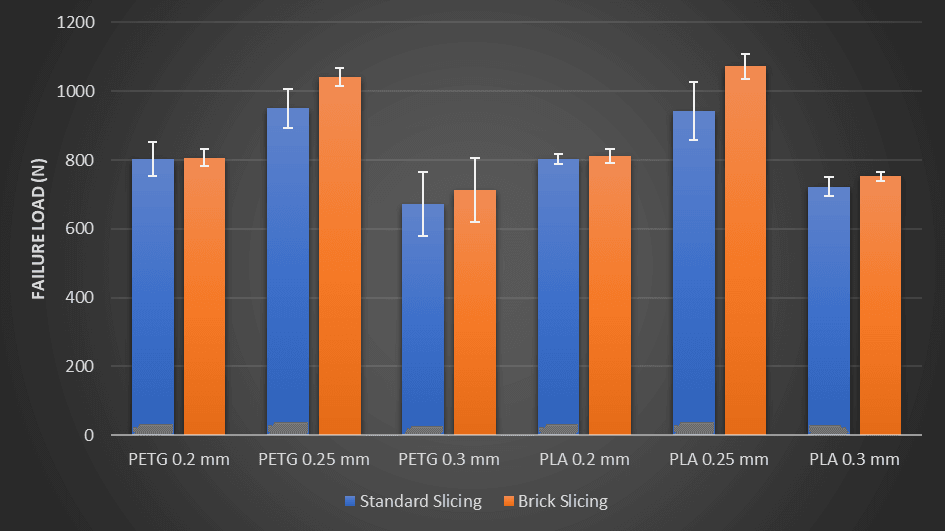
Baskıdan sonra, tek farkın dilimleme yöntemi olduğundan emin olmak için ağırlıkları karşılaştırdım ve ardından bunları DIY Evrensel Test Makineme birbiri ardına monte ettim ve bozulana kadar sabit bir hızda yükledim. Geleneksel olarak dilimlenen PLA örnekleri ortalama 944 N'de başarısız oldu. PETG örnekleri de aynı derecede güçlüydü ve ortalama 950 N'lik bir arıza yükü vardı. Kırık yüzeyleri çoğunlukla tamamen düzdü ve normal 3D yazdırılmış parçaların zayıf noktasını gösteriyordu. Daha sonra örnekleri duvar ustalarıyla test ettim. PLA örnekleri ortalama 1072 N'de başarısız oldu, bu da referanstan %14 daha güçlüydü ve bu yeni dilimleme yönteminin katman yapışmasını gerçekten iyileştirdiğini gösteriyordu. PETG örnekleri çok ilginçti. Ayrıca mukavemetlerini %10 artırdılar.
Mukavemet Testi Sonuçları
Buradaki ilginç gözlem, geleneksel olarak dilimlenen PETG örneklerinin sadece bir düzlemde başarısız olmasına karşın, duvar ustası örneklerinin çoğunda parçalarda ikincil çatlaklar olmasıydı, bazıları test düzeneğinde neredeyse patlayacaktı. Bunun olumlu bir sonuç olup olmadığından ve neredeyse homojen parça özellikleri elde ettiğimizden veya parçaya ek bir zayıflık mı getirdiğimizden hala emin değilim. Bir fikriniz varsa lütfen bana bildirin!
İkincil çatlaklara sahip PETG parçası
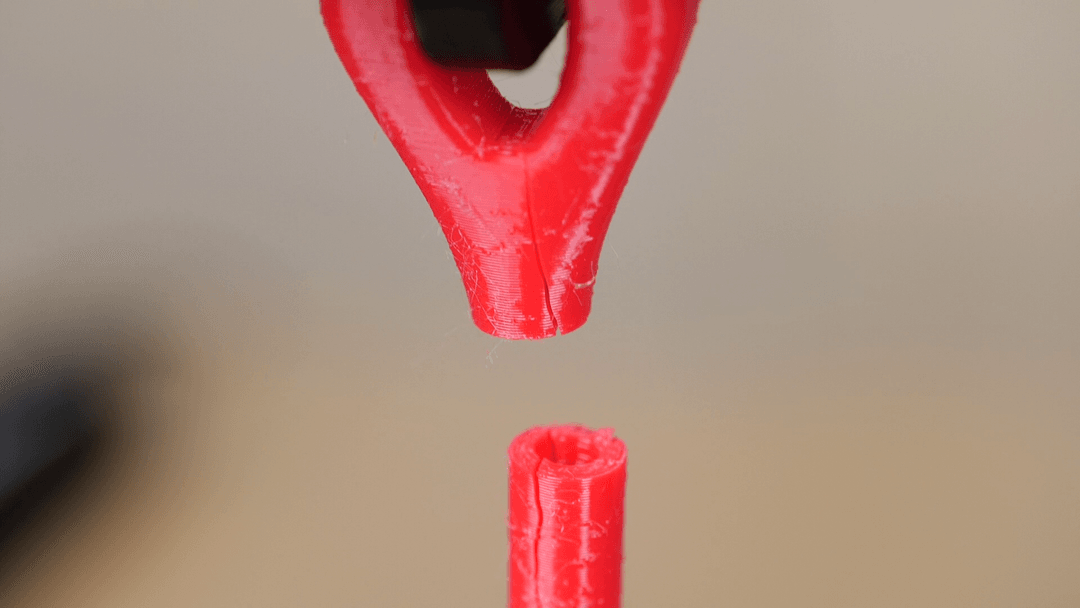
Çatlak yüzeylerini karşılaştırdığımızda, öncelikle düzlemsel bir arızadan zikzak veya hatta konik bir arızaya geçtiğimizi gördük; bu, ekstrüzyonların birbirine bağlanabileceği yüzey alanını artırdığı için daha iyi sonuçları açıklıyor.
Geleneksel Parça
Geleneksel Parça
Tuğla Katmanları
Tuğla Katmanları
Bu yöntemin uygulanması sırasında fark ettiğim bir şey, katmanlar oldukça uzun olduğunda muhtemelen daha iyi çalıştığıydı. Katmanlar ne kadar incelirse, o kadar az iç içe geçme etkisi elde ederiz. Bunu daha fazla araştırmayı planlamıştım, ancak 0,2 ve 0,3 mm katman yüksekliğinde yazdırdığım örnekler çok tutarsızdı, muhtemelen eski, ıslak ve güvenilmez filament kullandığım için. Sonuçlar, yeni dilimleme yaklaşımımızla katman yapışmasında hala hafif bir artış gösterdi, ancak standart sapmaya bakarsak, bu muhtemelen istatistiksel olarak anlamlı değildir.
Tüm test sonuçları
Bu yeni dilimleme yaklaşımının işlevsel FDM 3D baskılarını daha güçlü hale getirme konusunda önemli bir potansiyele sahip olabileceğini gösterebildiğimi düşünüyorum. Katman mukavemetinin iki katına çıktığını muhtemelen görmeyeceğiz, ancak son birkaç yılda malzemelerimizin ve süreçlerimizin ne kadar iyi hale geldiğini düşündüğümüzde %10 veya daha fazla bir artış çok fazla. Simplify3D fabrika dosyalarımı açıklamaya koydum ve PrusaSlicer'da da aynısını yapmanın yolları olabileceğini düşünüyorum. Bu yaklaşım hakkında düşünceleriniz varsa lütfen yorumlara bırakın ve becerileriniz varsa, herkesin bunu tekrarlamasını ve özellikle geliştirmesini şiddetle tavsiye ediyorum. Dilimleme optimizasyonuyla eklemeli üretimde hala iyileştirilebilecek çok şey var ve teknolojiyi ileri taşımak için buna benzer fikirlere ihtiyacımız var!
3D baskıda hız ve malzeme tasarrufu denince akla gelen yenilikçi çözümlerden biri Snapmaker U1 Color 3D Yazıcı. Çoklu renk baskılarında zaman kaybı ve filament israfı sorunlarını tamamen değiştiren bu yeni nesil yazıcı, üretim süreçlerinizi hızlandırıp çevre d...
3D baskıda en çok kullanılan filamentler olan PLA ve ABS'nin fiyatı TR'de 2024-2025 yılı için 350TL-2500TL EU ve US de ise 12 ila 27 dolar arasındadır . Bu fiyatlar markaya ve özelliklere bağlıdır.
3D yazıcı filamenti çeşitleri, yazdırmaya devam etmenizi sağlayan ham maddedir. Size sunulan çok sayıda seçenek var, ancak farklı 3D yazıcı filamenti türleri nelerdir ve bunları ne zaman kullanmalısınız?